
Содержание
Листовой металл выпускается в виде широких полос и листов методом прокатки или ковки (реже). Последовательная обработка производится раскроем (лазерным, механическим или плазменным), гибкой, пробивкой. В некоторых случаях используется сочетание нескольких методов металлообработки. Механический раскрой делается на гильотине и ножницах, гибка и пробивка — с применением пресса.
Характеристики листового материала
Горячекатаные листы из стали раскаляются и подвергаются деформации на прокатных станах и прессах. Чтобы избежать брака в виде различной толщины, материал обрабатывают холодной прокаткой, что увеличивает его полезные характеристики.
В зависимости от производственного способа получения различают горячекатаные (ГК) листы и холоднокатаные (ХК). Пропорциональные металлические пластины по толщине бывают от 0,36 до 3,98 мм (размеры тонколистовой стали) и от 4 до 160 мм (размеры толстолистового материала). Различают прокат с обрезанной и необрезанной боковой кромкой.
Размеры пластин

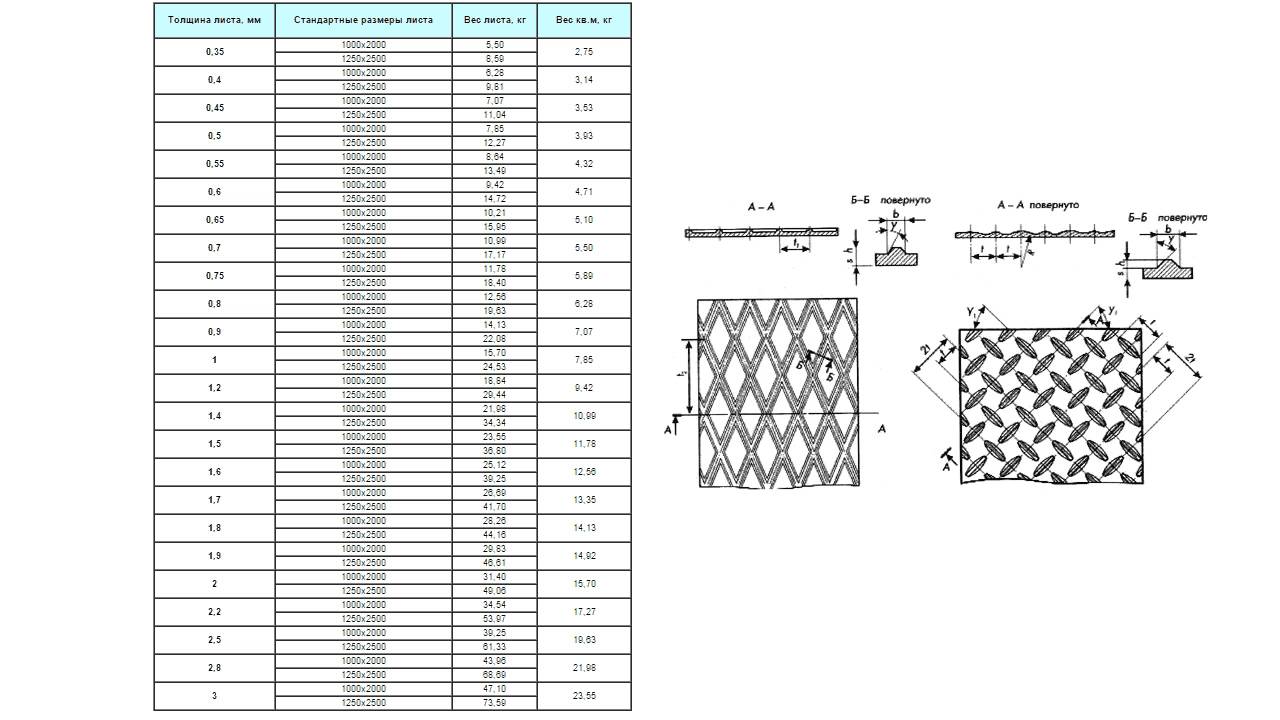
Материал широко используется в промышленности, поэтому требуется выпускать множество типоразмеров продукции. За стандарт принято среднее значение листа шириной 1,25 м и длиной 2,5 м. У горячекатаных и холоднотянутых изделий размерные параметры отличаются. Толщина листа металла различается от целей применения и технологии производства. В зависимости от толщины изменяется вес изделия. Основные размерные параметры:
- При толщине листа 3 мм, ширине 1,5 м и длине 6,0 м пластина весит около 72 кг. Наибольшая толщина холоднотянутого проката составляет 0,4 мм.
- Стандартный распространенный размер холодного листа 1,0 х 2,0 метра, при этом размер полос бывает 1,2 х 2,5 м, оцинковка имеет несколько отличные размеры, несмотря на стандартизацию всех материалов по ГОСТ 19904–1974 .
- Оцинкованные стандартные полосы идут толщиной 0,55 мм, выпускаются изделия толщиной 1,4 мм, 1,2 мм, 1,0 мм, 0,7 мм, 0,5 мм, 0,45 мм, и 0,4 мм. Ширина оцинковки чаше всего составляет 1,25 м при длине 2,5 м.
- Стальные горячекатаные пластины выпускают размером 1,25 х 2,5 м, при этом толщина колеблется в пределах 0,5−3 мм, прибавление толщины листа происходит с интервалом в 0,5 мм. Толстостенные пластины имеют большие габариты, их производят 1,5 х 6,0 м и 2,0 х 6,0 м, широко используется листовой металл 2 мм. Вес листа колеблется от 13,5 кг до 64 кг при минимальной и максимальной толщине полосы.
Отличие холоднотянутого и горячекатаного способа
 Изготовление включает пропуск заготовки через подготовленные специальным образом катки. Так уменьшается толщина и подгоняется до требуемой длины и ширины.
Изготовление включает пропуск заготовки через подготовленные специальным образом катки. Так уменьшается толщина и подгоняется до требуемой длины и ширины.
В результате использования разных производственных технологий получают пластины, свойства которых отличаются друг от друга. Выбор способа получения стальных полос зависит от предназначения для дальнейшего применения.
 Деформирование высокими температурами производится при условиях, превышающих показатели рекристаллизации материала. Температура должна подниматься до 60% от показателей плавления металла. Начальная заготовка носит название сляб. Легкость деформации при высокой температуре объясняется тем, что при этом уменьшается прочность стали. Это обстоятельство позволяет уменьшить силу, направленную на придание заготовке нужной формы.
Деформирование высокими температурами производится при условиях, превышающих показатели рекристаллизации материала. Температура должна подниматься до 60% от показателей плавления металла. Начальная заготовка носит название сляб. Легкость деформации при высокой температуре объясняется тем, что при этом уменьшается прочность стали. Это обстоятельство позволяет уменьшить силу, направленную на придание заготовке нужной формы.
Холодный прокат отличается деформацией в условиях температуры в пределах +20…+25˚С (комнатной). Начальная заготовка представлена горячекатаной пластиной. Перед формированием материал очищают от окалины с помощью пескоструев, дробеструйных агрегатов или применяют кислоты и их составы.
Деформирование при низких температурах, имеющих показатель ниже 30% от температуры плавления, вызывают в теле листа образование деформационного упрочнения (наклепа). Это повышает прочность пластин и уменьшают пластичность, для деформации нужно увеличить силовую нагрузку. Чтобы частично рекристаллизовать структуру, уменьшить твердость и сделать материал пластичным, делают отпуск в виде дополнительной термической обработки.
Горячее деформирование
 Сталь содержит в составе разные элементы, поэтому при нагревании нельзя обеспечить равномерное повышение температуры. Прокатка хорошо нагретого участка идет быстрее холодного, процесс совершается с разными параметрами, что ведет к появлению дефектов. Различие между листами холодного и горячего производства можно увидеть невооруженным глазом.
Сталь содержит в составе разные элементы, поэтому при нагревании нельзя обеспечить равномерное повышение температуры. Прокатка хорошо нагретого участка идет быстрее холодного, процесс совершается с разными параметрами, что ведет к появлению дефектов. Различие между листами холодного и горячего производства можно увидеть невооруженным глазом.
Способ позволяет получить изделия в достаточном диапазоне толщины, чтобы удовлетворить потребности потребителей. Такие листы применяют для покрытий в строительстве. При этом для производства пластин не затрачивается много средств. Материал имеет повышенное сопротивление коррозии по сравнению с листами холодного производства.
К недостаткам производства относят следующие моменты;
- присутствуют недостатки поверхности, есть участки окалины, которые нужно удалять;
- нельзя получить очень тонкие пластины;
- размеры имеют низкую точность;
- сварка негативно влияет на качество изделия.
Холоднокатаные изделия
 Метод позволяет получить очень тонкие плоские листы в несколько микрон, а геометрические параметры изделия имеют большую точность. Получается качественная и гладкая поверхность, такой материал может применяться для производства предметов и деталей в тех случаях, если важна эстетическая сторона изделия. В строительстве холоднотянутые металлы применяют для обшивки стен, пола и других отделок. Популярное применение для сварки обусловлено тем, что материал не ведет при таком способе соединения.
Метод позволяет получить очень тонкие плоские листы в несколько микрон, а геометрические параметры изделия имеют большую точность. Получается качественная и гладкая поверхность, такой материал может применяться для производства предметов и деталей в тех случаях, если важна эстетическая сторона изделия. В строительстве холоднотянутые металлы применяют для обшивки стен, пола и других отделок. Популярное применение для сварки обусловлено тем, что материал не ведет при таком способе соединения.
К недостаткам холоднокатаных изделий относятся характеристики:
- слабая устойчивость к коррозии на открытом воздухе без антикоррозийного защитного слоя;
- листы имеют пониженную пластичность из-за повышенной твердости;
- высокая стоимость производства влияет на цену материала, это объясняется применением множества сложных агрегатов и использованием большого количества энергии.
Области применения
Различное использование материалов в промышленности обусловлено разнообразием свойств. Изделия, полученные горячим и холодным методом, отличны по свойствам. Горячекатаные металлические пластины чаще всего находят применение:
- при строительстве судов, авиалайнеров, машин, материал используют в конструкциях, где соединение узлов происходит с помощью метизов и без применения сварки;
- в строительной области металл находит применение в виде несущих элементов каркаса и при изготовлении элементов внутреннего устройства с последующей отделкой;
- для изготовления труб методом пайки;
Холоднотянутый лист используется в следующих случаях:
- при изготовлении профнастила и для выпуска гладкой оцинковки;
- в производстве автомобилей;
- для выпуска тонкой жести с оловянным укрывающим слоем, применяемым в производстве консервной тары;
- при изготовлении декапира (отожженных пластин), задействованных при производстве эмалированной посуды;
- качественная ровная поверхность обуславливает его окрашивание порошковыми составами, никелирование и хромирование;
- для холодной штамповки.
Видимые дефекты листов
В процессе производства возникают дефекты на поверхности или размерные отклонения. Они классифицируются в определенные категории. Появление отклонений и дефектов определенного вида характеризуется неправильной организацией и оснащением производственного процесса.
Царапины, немерность, косой рез
Характеризуются такие нарушения появлением механических повреждений полосы в виде углублений поперек и вдоль направления прокатки. Диагностируются отклонения в размерах по длине и ширине от стандартных заданных параметров на величину, сверх допускаемых номиналов. На поверхности образуются выступы материала по ширине и длине на краях полос или листов, имеющие прямой угол с поверхностью.
Причинами, вызывающими такие отклонения от нормы, могут быть:
- выступающие сверх нормы металлические элементы оборудования, иногда дефекты провоцируются застрявшими кусочками металла;
- плохая настройка летучих или дисковых ножниц, или их слабое закрепление при установке;
- несвоевременная заточка ножей;
- серповидная форма самой полосы;
- неправильная организация подачи прокатной полосы в станок поперечной порезки;
- непрофессиональная настройка протягивающих и подающих роликов.
Навар, волна, разброс и серповидность
 Появляется малая волнистость прокатной полосы по обеим кромкам или только в одностороннем порядке. На поверхности пластины видны отпечатки различных размеров и форм в виде удлиненных пятен или полос. Гладкость нарушается появлением острых ям, углублений рисок и отпечатков механического происхождения.
Появляется малая волнистость прокатной полосы по обеим кромкам или только в одностороннем порядке. На поверхности пластины видны отпечатки различных размеров и форм в виде удлиненных пятен или полос. Гладкость нарушается появлением острых ям, углублений рисок и отпечатков механического происхождения.
Наблюдаются изломы и сгибы на пластине в разных направлениях, углы и кромки часто загнуты. При упаковке листов в пачки проявляется смещение размеров листов по ширине или длине пакета относительно друг друга больше допустимой нормы. На боковых кромках отмечаются повреждения в том или ином числе, углы могут быть завернуты, а сама полоса имеет серповидную форму.
Дефекты вызываются следующими причинами:
- перекос подающих и принимающих роликов или вальцов;
- плохая настройка правильных роликов и дисковых ножей;
- на вальцах и правильных роликах происходит налипание отходов и других металлических частей;
- незащищенность полосы при порезке от попадания мелких металлических стружек и частей;
- застревание прокатного материала в устройствах для пакетирования;
- неправильная заправка полосы для продвижения тянущими и правильными роликами, наплывы и надавы на винтах рулона с внешней стороны;
- небрежная настройка арматуры проводкового действия, сбой в функционировании ленточного транспортера, неправильная регулировка кармана и подъемного стола по высоте;
- установка с нарушением стандартов упоров в пакетирующих агрегатах (в их карманах);
- неправильная настройка ножниц и разбалтывание вертикальных роликов и проводок.
Защитные пленки от коррозии
Это понятие обозначает покрытие поверхности металла слоем на основе цинка для повышения защиты от разрушения и коррозии. Принцип защиты основывается на некоторых свойствах цветных металлов. Алюминий, цинк, олово на открытом воздухе окисляются, в результате этого образуется пленка. Она не пропускает кислород внутрь металла и тормозит дальнейший процесс окисления.
В железе процесс происходит по-другому. В результате окисления появляются соединения, гидроксиды, отличающиеся увеличением объема относительно первоначального металла. Из-за этого пленка становится рыхлой и быстро разрушается. Она не защищает тело нетронутого металла от кислорода, и окисление затрагивает внутренние слои.
Железо плохо переносит действие воздуха, поэтому на поверхности образуется ржавый слой. Для защиты от этого используется защитная пленка из цветных металлов, например, олова, что защищает железо от разрушающей коррозии.
Принцип действия олова и цинка приблизительно одинаков до той поры, пока защитную пленку не повредить до обнажения железа. Если железо имеет цинковое покрытие, то вместе они создают гальваническую пару. При взаимодействии железо более пассивное по сравнению с цинком, который окисляется первым, и железо из-за этого защищено.
Олово также образует пару с железом, но не относится к активным веществам, поэтому в случае повреждения оловянного слоя первым окисляется железо, что провоцирует его дальнейшее разрушение и коррозию в месте нарушения целостности.
Особенности динамной стали
Полосы динамной холоднотянутой стали отличаются от полос, полученных горячим методом большей толщины, лучшей поверхностью, отсутствием окалины. Высокие характеристики динамной стали используют при изготовлении электрических машин. Это дает высокий коэффициент заполнения, экономит энергию, увеличивает мощность при старых габаритах.
Поставка холоднокатаной стали в полосах дает преимущество в раскрое и получении из-за меньшего количества отходов. Динамная сталь из-за качественной обработки имеет более стабильные свойства.



