
Содержание
Хонингование — одна из операций технологического процесса, производящая отделочную обработку внутренних цилиндрических отверстий при помощи абразивных инструментов. Машиностроение широко использует данный вид обработки для получения качественных поверхностей в блоке цилиндров двигателя внутреннего сгорания при его изготовлении или при проведении капитального ремонта.
Суть процесса
 Процесс обработки напоминает абразивное шлифование, но хонингование происходит при небольших скоростях. Головка совершает два основных движения: круговое вращение и возвратно-поступательное перемещение по вертикальной оси. Скорость вращения варьируется в пределах 40−80 м/мин, что составляет менее 100 об/мин. Подача для таких оборотов не превышает 16−20 м/мин.
Процесс обработки напоминает абразивное шлифование, но хонингование происходит при небольших скоростях. Головка совершает два основных движения: круговое вращение и возвратно-поступательное перемещение по вертикальной оси. Скорость вращения варьируется в пределах 40−80 м/мин, что составляет менее 100 об/мин. Подача для таких оборотов не превышает 16−20 м/мин.
После нескольких двойных ходов производится разведение брусков. Для снятия равномерного припуска хонинговальная головка имеет плавающее крепление. Хонинговкой можно добиться 5−6 класса точности и 10−12 квалитета шероховатости.
Во время движения абразивных брусков происходит снятие металла в микроскопических объемах. На поверхности отверстия получается рисунок из рисок, угол пересечения которых равен 120°. Это позволяет задерживаться смазочным материалам на поверхности, снижая износ трущихся деталей.
Цель хонингования
Среди причин использования хонов выделяются следующие:
- форма обработанных внутренних отверстий соответствует геометрическим параметрам;
- высокая точность размеров;
- низкая шероховатость;
- нанесение микроскопических рисок, образующих правильный рисунок.
Если отверстие гильзы двигателя не будет иметь правильную форму, то это повлечет за собой снижение компрессии и снижение рабочего ресурса поршневой группы. Растачивание не обеспечивает получение идеальной формы из-за изнашивания и отгибания резцового инструмента. Форма может иметь дефекты в виде конусности и бочкообразности.
Обработка лезвийным инструментом не позволяет добиться требуемой чистоты. Из-за чего в процессе эксплуатации идет повышенный износ компрессионных колец и, как следствие, повышенный расход топлива и масла. Канавки с остатками смазывающего материала исключают сухое трение деталей.
Инструмент для обработки
Для обработки применяется специальный инструмент для хонингования — хон. Хонинговальные головки классифицируются по следующим признакам:
 по способу крепления абразивного инструмента:
по способу крепления абразивного инструмента:
- жесткие;
- плавающие;
- по способу обеспечения размера:
- регулируемые;
- саморазжимающиеся.

Хонинговальная головка состоит из:
- корпуса;
- абразивных брусков;
- штока;
- регулирующей муфты.
В корпусе профрезерованы пазы, в которые устанавливаются абразивные бруски. Внутри корпуса предусмотрен цанговый механизм, обеспечивающий одновременный и плавный вылет брусков.
Абразивные бруски изготавливаются из спеченных композитов или матричных алмазосодержащих элементов. Размер зерен не превышает нескольких десятков микрон.
Соосность гильзы двигателя и инструмента обеспечивает шток. Регулирование получаемого диаметра отверстия производится муфтой.
Саморазжимающиеся хоны выполнены в виде ершика, которым раньше мыли молочные бутылки. На концах пружинных ножек закреплены мелкие абразивные камни. Такое приспособление предназначено для использования в комплекте с ручной электродрелью или шуруповертом.
Обработка такой головкой близка к тонкому шлифованию или полировке. Отсутствие жесткого крепления не позволяет исправить дефекты поверхности после растачивания, но уменьшает шероховатость до значения Ra 0,25.
Проведение работ
 Для получения качественного результата необходим хонинговальный станок. Такое оборудование используют в больших специализированных автомастерских, занимающихся ремонтом дизельных и бензиновых двигателей.
Для получения качественного результата необходим хонинговальный станок. Такое оборудование используют в больших специализированных автомастерских, занимающихся ремонтом дизельных и бензиновых двигателей.
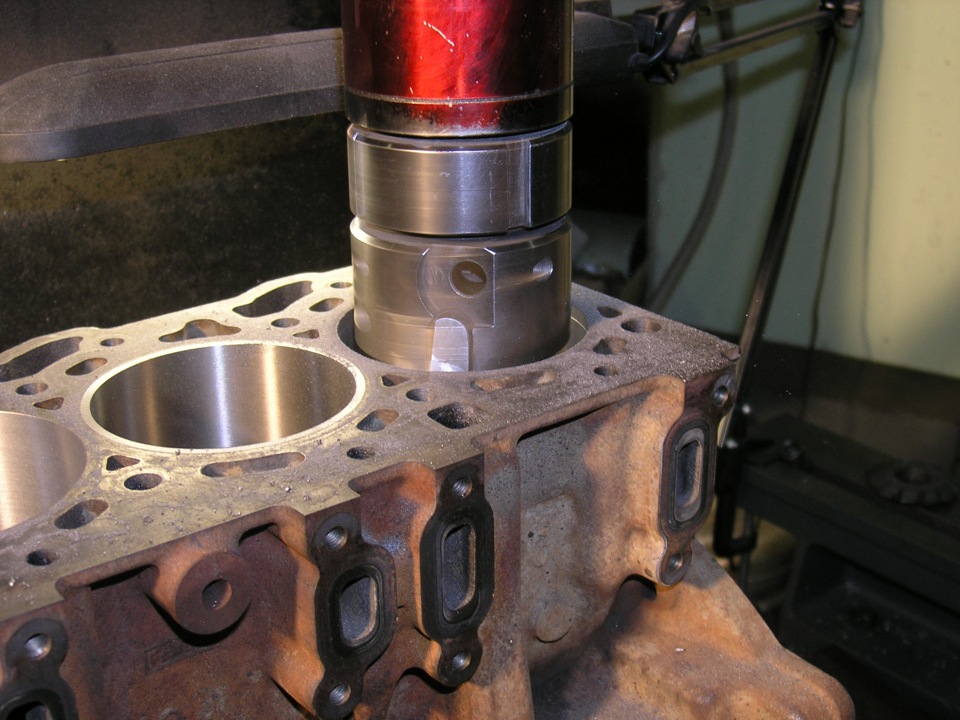
Блок цилиндров выставляется и закрепляется на столе станка так, чтобы отверстия или гильзы располагались строго вертикально. Это главное условие. Хонинговальную головку помещают вовнутрь. Муфтой регулируется нужный размер отверстий.
Рабочая поверхность брусков снимет вершины микронеровностей, оставшихся после растачивания. Такой метод называется плосковершинный или платохонингованием.
Процесс обработки проводится с применением рабочих жидкостей. Для обработки чугунов используют керосин, а для обработки сталей — смесь керосина с маслом. Все чаще стали применяться эмульсии СОЖ. Например, 7% водный раствор НСК-5.
Интересно, что во время хонингования происходит упрочнение поверхности на глубину до 0,06 мм. При давлении абразивных брусков равном 5 кгс/см2 твердость повышается на 10−15%. При обработке легированных сталей и давлении, равном 70 кгс/см2, значение твердости увеличивается до 70%.
Хонингование цилиндров своими руками
 Многие домашние мастера самостоятельно производят ремонт двигателя своего автомобиля. Блок на расточку отдают в мастерскую, а остальные работы пытаются сделать своими руками. Перед началом работ необходимо приобрести навыки работы.
Многие домашние мастера самостоятельно производят ремонт двигателя своего автомобиля. Блок на расточку отдают в мастерскую, а остальные работы пытаются сделать своими руками. Перед началом работ необходимо приобрести навыки работы.
Для обработки потребуется набор наждачной бумаги, имеющей различную зернистость. Для предварительной обработки используют крупную шкурку. А по мере сглаживания микронеровностей зернистость бумаги уменьшается.
Хонинговальная головка своими руками делается из приспособления для ручной обработки. Конструкция состоит из трех лап. Вокруг них обматывается наждачная бумага по ходу вращения.
Хонингование происходит при обильном смачивании маслом. Процесс напоминает притирание деталей абразивным порошком. Контроль размеров при отсутствии нутромера производится поршнем ремонтного размера.



